什么是木制品装饰?
的有关信息介绍如下:对木制品表面进行涂饰、贴面、雕刻、镶嵌、烙花或模压等加工过程。木制品装饰可以在做成制品后,也可在制作零、部件时进行,还可将术制品的原材料,如刨花板、胶合板表面先进行装饰,制成产品后进行终饰。装饰木制品的目的在于:木制品表面覆盖一层具有一定硬度、耐水、耐候等性能的膜,能使木制品避免或减弱阳光、水分、外力以及菌类、昆虫、化学物质的侵害,防止产生翘曲变形、开裂、腐蚀和磨损,延长使用寿命;赋予木制品一定的色彩、光泽、质感和图样,使术制品的形、色、质完美结合,给人以美好、和谐的感受。
发展历史
在河姆渡文化遗址中发现的木质漆碗证明早在公元前4800余年中国人民就掌握了天然大漆(见生漆)的制造及涂饰木制品的技术。河北藁城县台西村商代殷墟出土的漆器残片是在雕花木胎上涂大漆,呈浮雕状。商代晚期已采用蚌片、蚌泡加以镶嵌装饰漆器。战国时代人们已知道用桐油将大漆改性,并配入天然颜料,制成黑、红、褐、黄、白、金、银等色漆。以深色漆涂绘称“漆绘”;用油料涂饰浅色花纹、图案,称“油彩”。漆器上用铜或银扣箍,金银丝镶嵌,使木制品精美适用。中国天然大漆的加工及其施工技术自唐朝以来逐渐传到日本、朝鲜和东南亚诸国。古代埃及人用阿拉伯树胶及蛋白等制成色漆,用以涂饰木制品。19世纪末至20世纪初,法、美等国先后开发了虫胶漆和硝基漆,成为当时欧美国家涂饰家具的主要涂料。1928年发明了酚醛树脂漆,开始用合成涂料代替天然树脂涂料。随着化学工业日益发展,涂料正向高固体含量、无污染、少溶剂、复合基料方向发展。涂饰的技术也从手工操作发展成适应大批量生产的机械化、自动化涂饰,甚至用机器人进行涂饰。
装饰工艺
包括涂饰、贴面、镶嵌、雕刻、模压和烙花。
涂饰
将涂料按工艺规程涂布在木制品表面,使其形成一层具有一定理化性能的漆膜的过程。其特点是不受被涂饰木制品形状、尺寸、材质的限制,能较简单地达到装饰要求,易修补。其缺点是漆膜会随时间的延长,发生老化,降低使用性能。涂饰按质地、规格要求主要有下述几种分类方法:按漆膜透明与否分为透明涂饰与不透明涂饰及模拟涂饰;按填孔状况分为填孔涂饰和显孔涂饰;按漆膜的光亮度分亮光、半亮光、消光涂饰;按面漆种类分为大漆、酚醛漆、聚氨酯漆等。透明涂饰采用透明涂料(清漆)涂饰木制品表面,涂饰后能更清晰地呈现原有的木纹,木质感更强,色彩悦目。该法多用于名贵木材制成(或贴面)的家具、乐器、工艺品等。不透明涂饰用含有着色颜料的不透明涂料(磁漆、调和漆)涂饰木制品。漆膜完全遮盖了木材的纹理和颜色,它常用于人造板和纹理色调较差的木材所制产品,如火车车厢墙板、门窗、课桌椅。模拟涂饰用不透明涂料将制品表面完全遮盖填平后,赋予要模拟的色彩,再绘印木纹等。涂饰工艺过程随制品的装饰质量要求、基材种类、涂饰方法而有很大差异。
透明涂饰
通常分为木材表面准备、涂饰涂料(含涂层干燥)及漆膜修整3个阶段。
①表面准备 包括砂光、去木毛、除尘、去树脂、脱色和嵌补等工序。处理后的表面应光洁平滑,能均匀着色,涂料吸附性能好。
②涂饰涂料 包括染色、填孔、涂底漆、涂中层漆、涂面漆等工序。填孔是用填孔剂填满被切开的导管槽等细胞腔,形成平整的表面,同时着色,鲜明地显现木纹。显孔涂饰不需进行填孔。染色赋予木制品一定的色彩。用染料或媒染剂染色。用水性染色剂、醇性染色剂等进行染色较普遍。媒染剂染色使用硫酸亚铁等金属盐或某些酸、碱的水溶液,使其和木材中的单宁发生化学反应而染色。该法只适用于樟木、栎木等单宁含量较高的木材。涂底漆的作用是固色,加固填孔剂,在面漆下部形成连续的封闭隔离层,减少面漆的消耗。底漆有虫胶清漆、氨基醇酸树脂底漆、聚氨酯木材底漆等。涂面漆是为了形成具有一定厚度和理化性能的漆膜,起保护与装饰作用。往往需多次涂饰。漆膜的性能主要取决于面漆的种类。涂层的干燥可采用自然干燥,干燥时间较长。大量生产时用人工干燥法,包括热空气对流干燥,红外线、远红外线干燥,紫外线固化等。紫外线固化适用于光敏涂料,涂层固化的时间可缩短到几分钟甚至数十秒。应根据涂料的品种、涂层厚度等条件选择适宜的干燥固化方法,确定干燥规程。
③漆膜修整 为获得装饰性好、镜面光泽的漆膜,在涂层固化后还需对漆膜进行磨光或抛光。磨光是除去漆膜表面上较大的突出部分,减小其不平度。分干法磨光和湿法磨光。采用手工或手提式砂光机、带式砂光机进行。抛光目的在于进一步消除漆膜表面上的细微不平度,常用砂蜡、光蜡等进行抛光。辊式抛光机应用较普遍,也用手提式、盘式、带式抛光机。
不透明涂饰
也分为表面准备、涂饰涂料、漆膜修整3个阶段。各工序的作用与透明涂饰的相似,但它不需脱色、染色。腻子、底漆、面漆都用不透明涂料,由面漆的色彩形成漆膜的色彩。为保证漆膜平整,须进行1~2次全面填平。在涂饰装饰性较高的工艺品及高档彩色家具等制品时,对漆膜应进行磨光、抛光。有时在漆膜上再涂一度透明漆,称谓“罩光”。
涂饰机具
涂料可用手工工具或机械进行涂布。机械涂饰分为两类:①将液态涂料雾化后(微粒化),经喷涂均匀附着在木制品表面,依靠涂料粒子的流动形成连续的漆膜。如气压喷涂(图1)、高压无气喷涂、静电喷涂(图2)等。该法适于涂饰各种形状、尺寸的制品。②涂料以液态覆于制品表面,如淋涂(图3)、辊涂(图4)、抽涂等。淋、辊涂只适于平板表面的涂饰,生产效率较高。
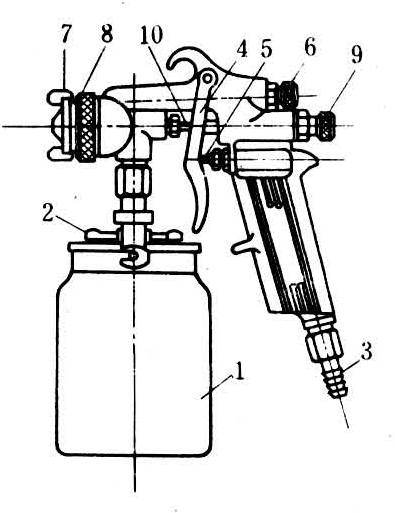
图1贴面
借助胶粘剂将具有一定理化性能和涂饰效果的片状材料贴在木制品表面的加工过程。常用的贴面材料,有薄木、印刷装饰纸、合成树脂浸渍纸、聚氯乙烯薄膜、三聚氰胺纸质装饰板、金属片材、织物和人造革等。
薄木贴面
采用刨切、旋切等方法将木材加工成0.2~1.2毫米的大幅面薄木,呈现各种纹理和色彩。常用水曲柳、柚木、桃花心木、花榈木等珍贵木材加工薄木。还可根据设计和审美要求将薄木拼贴成美丽的图案(图5)。生产中还大量使用人造组合薄木和集成薄木进行贴面。人造组合薄木是将纹理不明显的单板染色,然后按一定规则组成板坯,加压胶合成木方,再刨切成薄木。集成薄木是将一定规格和材色的木方按设计要求胶拼成各种图案的集成木方,然后刨切成薄木。在胶贴前,需将薄木干燥到含水率8~12%。但厚度约为0.2~0.3毫米的薄木可以不经干燥进行湿贴。贴面用胶粘剂一般为脲醛胶与聚醋酸乙烯酯乳胶的混合物,为防止透胶,通常在胶料中加入10~30%的工业用面粉。薄木可采用冷压或热压法贴面。贴面前基材必须砂光到要求的粗糙度。贴面后薄木表面还需进行透明涂饰。
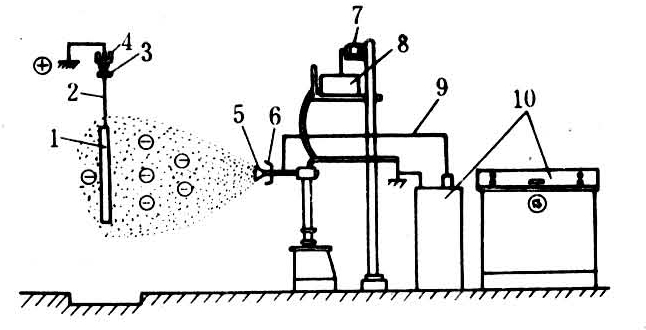
图2
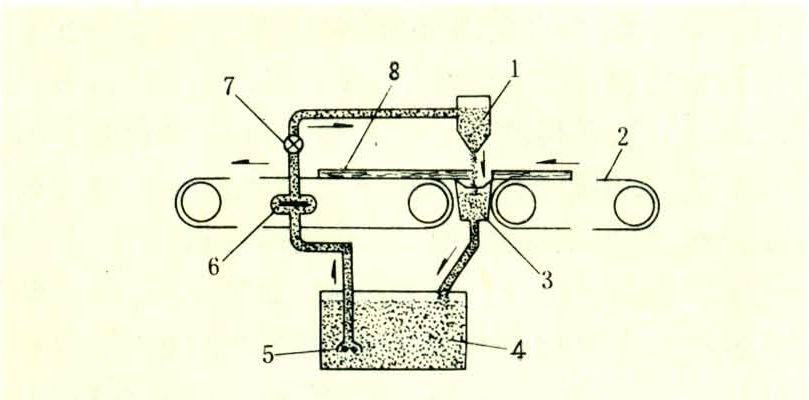
图3
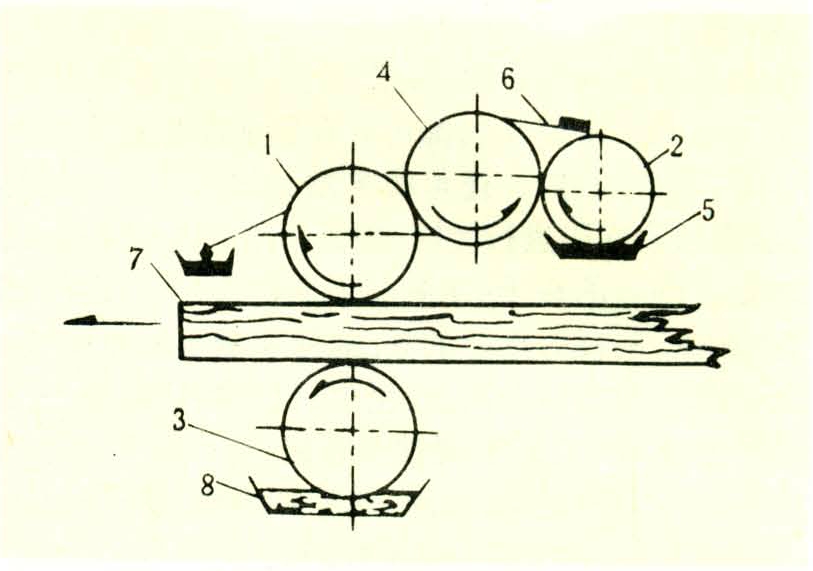
图4
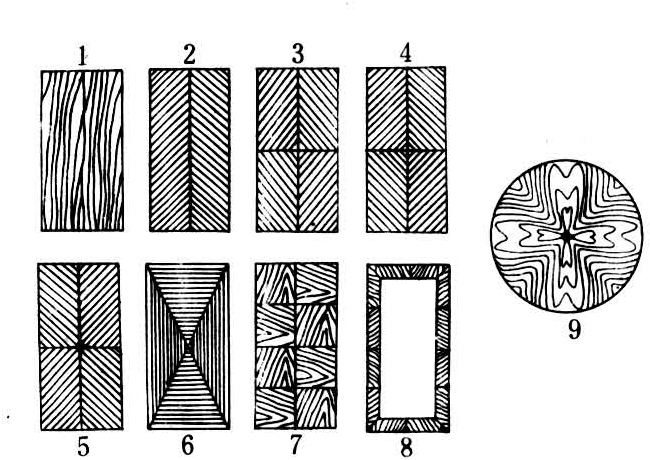
图5合成树脂浸渍纸贴面
将专用的装饰纸浸渍合成树脂,干燥后热压贴在基材上,形成具有一定硬度、光泽、耐磨性等的膜。常用的树脂有低压三聚氰胺、邻苯二甲酸二丙烯酸酯树脂、酚醛树脂等。装饰纸的树脂含量一般为100~150%,底层纸的树脂含量约40%。根据用途不同,纸张分装饰纸、表层纸、底层纸等。装饰纸的定量为80~150克/平方米。为防止贴面后板材产生翘曲弯形,需在相对一面加贴平衡纸。
印刷装饰纸贴面
以印有木纹或装饰图案的20~30克/平方米的薄页纸或80克/平方米的钛白纸为贴面材料,贴在木制品表面,再进行涂饰。该法装饰的表面较美观,有一定耐热、耐磨、耐水性能,但耐磨性低于树脂浸渍纸贴面。一般涂脲醛胶与聚醋酸乙烯酯乳胶的混合胶。用平压法或辊压法贴面,温度为80~120℃,贴面后再涂饰不饱和聚酯清漆或氨基树脂清漆。常用于中低档家具装饰。
聚氯乙烯薄膜贴面
聚氯乙烯薄膜表面印有木纹,并压有仿导管槽的沟痕。在常温下,用乙烯—醋酸乙烯共聚树脂胶进行平压或辊压贴面。这种贴面材料易弯曲,耐腐蚀,色泽柔和,但不耐热,故广泛用作电视机、音箱的壳体及柜类家具立面的装饰。
三聚氰胺树脂装饰板贴面
装饰板由三聚氰胺树脂浸渍纸和多层酚醛树脂浸渍纸组成的板坯在高温高压条件下压制成的纸质层压板。具有耐热、耐水、耐磨及耐化学药品性能,板面光滑,并印有各种木纹或其他装饰性图案。通常用脲醛胶冷压贴面,也可以热压贴面。被广泛用作桌面、缝纫机台板、车辆船舶内墙的装饰。
镶嵌
用各种颜色和质地不同的小木块、单板、贝壳薄片、金属、玉石等拼组成图案和花纹镶嵌于木制品表面的加工过程。按镶嵌技法可分为挖嵌、拼贴、压嵌、锯割镶嵌等。按镶嵌件与基材表面高度差的情况可分为浮雕状、凹陷状和平面状。镶嵌的工艺过程是:绘图设计→绘原尺寸图→镶嵌选材设计→图样分解→选材→划线放样→制作镶嵌元件和底板→镶嵌图样集成→嵌入胶贴→表面修整→涂饰。镶嵌工艺用于家具、工艺品的制作。
雕刻
在木面上刻出凸出、凹进或镂空图形的加工过程。按其特点和雕刻方法分为浮雕、圆雕、透雕、平面雕和线雕。①浮雕时按图形凸起的高度又分为浅浮雕、中浮雕和高浮雕。②透雕特点是镂空,有阴透雕和阳透雕。前者将图案花纹部分镂空。后者则将木板上图案花纹以外的部分雕去,板上仅留图案花纹。③线雕是用粗细深浅不同的曲直线条来表现图案花纹。④圆雕则是三维空间立体形的实物雕刻,也称为全雕。用于雕刻的木材最好是硬度适中、结构匀细的材种如黄杨木、银杏、椴木等。雕刻方法分手工或机械两种。手工雕刻劳动强度大,需要相当高的技艺。成批生产时需采用机械如上轴铣床、多轴仿型铣床、镂锯机以及数控雕刻机等。雕刻装饰普遍用于家具、建筑装饰及工艺品等。
模压
用金属压模对木材加压使木材产生塑性变形,形成一定的图案花纹,达到浮雕效果的过程。按模压材料的不同分为实木模压,单板模压,纤维、刨花等碎料的模压。①实木模压时需将木材加热软化用金属模加压,压缩量约30%。以生产家具和建筑物的构件。②单板胶合模压宜用热塑性与热固性胶的混合胶。模压时要适当洒水,以提高其塑性。用此法可生产木质花边、装饰件。③刨花板模压,模压时应贴单板,模压温度约110~160℃,压力为2.5~5.0兆帕,也可用碎料直接进行模压。
烙花
用某种方法按设计要求对木材施以高温(150℃以上)使其在炭化前改变原来的颜色,呈现黄棕至深棕的色调,形成装饰纹样图案的加工过程。烙花方式分烫印、烫绘、酸蚀等。①烫印:用表面刻有图案花纹的赤热铜质空心辊筒或赤热模板在木材表面上烫出花纹。②烫绘:用烧红的烙铁进行,可以自由绘画,不拘一格,常用于装饰橱柜立面,或做工艺挂屏。③酸蚀:用酸液腐蚀方法绘制纹饰。即在加工好的木材表面上先涂一层石蜡,干硬后用刀剔除要腐蚀的部分,再洒上浓硫酸,经0.5~2小时后用松节油或热肥皂水洗去剩余的硫酸和石蜡,再用刷子清除被腐蚀的木纤维,并用氨水洗擦。也可用一定浓度的盐酸在木材表面上涂绘图案纹样,再用火烤,使其变色进行装饰。






![赵艺涵 - 口弦(电视剧《听见凉山》插曲) [mqms] 赵艺涵歌词](/upload/images/2024/0717/a29caba1.png)


